나사 전조 가공에 대하여
페이지 정보
작성자 운영팀 작성일17-09-03 22:53 조회6,399회 댓글0건관련링크
본문
http://sns.chonbuk.ac.kr 에서 참조하였습니다.
http://sns.chonbuk.ac.kr/manufacturing/mclass-3-15.htm
| 7 장 전조(轉造; form rolling)
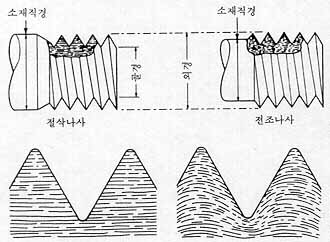
소재나 공구(roll) 또는 양자를 회전시켜 소재에 공구의 표면형상을 각인(刻印)하는 일종의 특수압연이라 볼 수 있는 가공을 전조 또는 전조가공이라 한다. 전조는 냉간가공으로서 제조되는 것에는 원통 roll, ball, ring, 나사, gear, spline 축, 냉각 fin이 붙은 관 등을 들 수 있다. 아래 그림은 절삭가공에 의한 제품과 전조에 의한 것의 섬유상태를 비교한 것이며, 전조의 특징을 열거하면 다음과 같다.
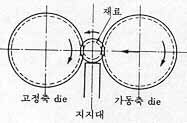
(1) 나사전조(螺絲轉造; thread rolling): 제작하고자 하는 나사의 형상과 pitch가 같은 die에 나사의 유효지름과 거의 같은 소재를 넣고 die를 통하여 소재에 압력을 가하면서 소재를 회전시켜 나사를 만든다. 나사전조기에는 평(平) die 전조기, roll die 전조기, rotary planetary 전조기 등이 있다. 평 die 전조기는 그림과 같이 die 중 1개는 고정하고 다른 1개는 직선운동을 하면서 1회의 행정으로 나사를 완성한다. 전조 때의 하중은 die 면에 수직성분, 회전방향 성분인 접선력, 나사 축방향의 성분으로 되어 있다. die에는 성형부와 다듬질부가 있으며, 다듬질부의 최소길이는 나사의 1/2회전 길이인 "유효경에 대한 원주/2"로 한다.
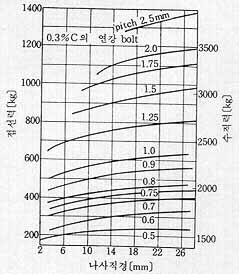
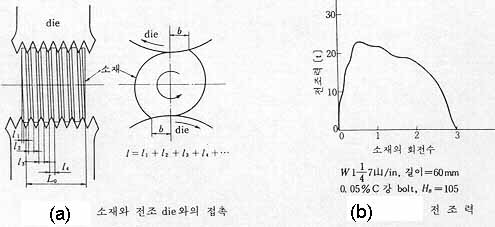
roller die 전조기는 그림 (a)에서와 같이 2개의 roll die로 되어 있으며, 2축은 평행하고 그 중 1개는 위치가 고정되어 있고 다른 1개는 이동할 수 있게 되어 가압하면서 die와 소재가 회전한다. 그림 (b)는 나사 지름에 대한 전조력을 보여주는 예 이다. 3개의 roll을 사용하는 경우도 있는데 소재의 위치는 안정되나 정밀도는 2개로된 전조기에서보다 떨어진다.
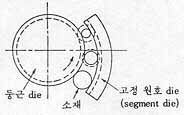
rotary planetary 전조기는 그림과 같이 segment die를 고정시키고 원형 die를 회전시켜 자동으로 끌려 들어가는 소재가 출구에서 나사가 가공되어 나온다. crank 운동에 의한 평 die에서는 가공을 하지 않는 귀환행정(歸還行程; return stroke)이 있으나, rotary planetary 전조기에서는 그와 같은 공회전이 없어 생산능률이 높다.
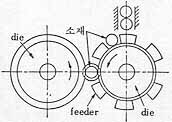
차동식(差動式) 전조기는 2개의 원형 die를 동일 방향으로 회전시키며 소재를 die의 원주속도차의 1/2의 속도로 접선방향에서 공급하여 die의 최소간격을 통과할 때 나사가공이 완성된다.
나사전조력을 구하여 보기로 한다.
(2) ball 및 원통 roll 전조: ball 전조는 그림과 같이 2개의 die roll 이 동일 평면상에 있지 않고 서로 교차되어 있어 소재를 가압하면서 이송시킨다. die 홈은 ball을 형성하고 산은 소재를 들어가게 하여 최후에는 절단한다. 강구(鋼球)는 800 ~ 1000℃에서 전조한다.
원통 roll 전조에서는 그림과 같이 die인 roll을 상호 평행하게 하며, 1개의 roll에만 필요한 돌기를 나선형으로 만든 전조기를 사용한다.
(3) gear 전조: gear 전조는 치형(齒形)과 치폭(齒幅)이 작은 것에 많이 이용되며, 전조방식에는 rack die, pinion die 및 hob형 die 등을 이용하는 것이 있다. rack die 전조기는 그림과 같이 한 쌍의 rack die 사이에 소재를 넣고 가압하면서 rack die를 이동시켜 소재를 굴리면 die 홈과 맞물리는 gear 및 spline 축이 가공된다. 이 방법은 소형 gear의 가공에는 많이 사용되나 대형 gear에서는 die가 길어져야 하므로 부적당하다.
pinion die 전조기는 그림과 같이 pinion die로 소재를 가압하면서 소재를 맞물고 회전시켜 gear를 가공한다. 치형이 클 때에는 2개 또는 3개의 pinion die로 다른 방향에서 가압한다.
hob die 전조기는 전조공구를 소재의 상하에 두고 가압하면서 hob die를 회전시켜 소재를 축방향으로 이동시켜 가공하고, 다음 차례의 가공을 위하여 소재를 ☞ 분할대(分割臺; index head)에 의하여 소정의 각도만큼 회전시켜 die 사이에 넣는다.
(4) drill 전조: drill 전조기는 drill과 tap에 홈가공을 하고, 이 때 소재는 길이 방향으로 연신되면서 홈이 생기며, die에는 홈만을 가공하기 위한 것과 여유면 가공용이 따로 있다.
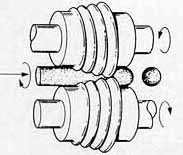
(5) 단붙이축(軸) 전조: 종래에는 자동차축의 단(段), 전동기축의 단을 기계가공에만 의존하였으나, 최근에는 그림과 같이 roll die로 소재를 회전시키고, 축방향으로 인발하여 축에 단을 만든다.
|

 차동식 나사전조기
차동식 나사전조기


 ball 전조
ball 전조  원통 roller 전조
원통 roller 전조 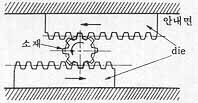 rack die 전조기
rack die 전조기 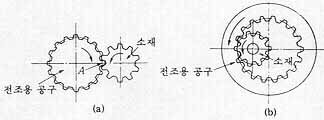 pinion die 전조기
pinion die 전조기  hob die 전조기
hob die 전조기 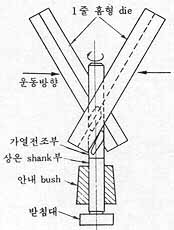 drill 전조기
drill 전조기 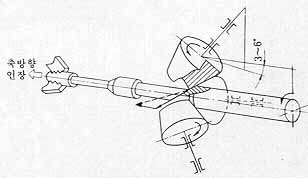 단붙이축 전조기
단붙이축 전조기 댓글목록
등록된 댓글이 없습니다.
